<
>

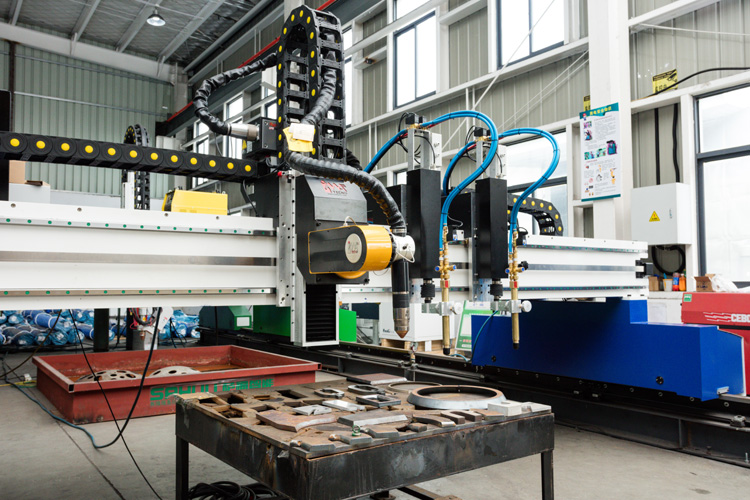
一、升级款等离子坡口机产品简介
1、传统焊接坡口切割效率低、成本高、环境差、费力耗时。为了满足造船、锅炉、压力容器等行业金属板材焊接坡口切割的需求,企业专门研制了具有代表性的等离子。
2、等离子坡口机由CNC坡口控制系统、编程套料优化软件、不缠绕的坡口等离子切割装置、切割机床等部分组成,可1次实现零件下料和焊接坡口的切割,如45-50度I、V、X、Y形曲线定坡口、变坡口的一次成型切割,又可减少或避免坡口的二次加工,将板件下料、开坡口两道工序合二为一,节省一倍时间。等离子坡口机其核心技术为带双偏摆转结构的坡口切割组成,切割头精度较高。
3、双偏摆数控等离子坡口切割机搭载具有代表性的精细等离子电源,切割速度是普通火焰切割机的3-5倍,和传统坡口加工方式相比,省去中间工序转换所需要的 板件吊运时间,初步估计,比传统切割方式节省10倍以上时间。该设备同时还可对等离子切割角度进行补偿。该机型自动化程度高,能降低人工切割劳动强度,减少污染、粉尘和手工打磨坡口对工人身心造成的伤害,提高切割生产效率,同时能保证板材坡口切割的质量。
4、重型横梁结构采用8mm厚板材加筋焊接,经热处理消除应力,刚性好,不变形,精度高,惯量小。
5、正面采用22mm厚的重型板材进行加固隔热,有效减少切割热量对横梁的影响。
6、采用重型工艺结构设计,横梁截面设计宽度达到1000mm以上,纵向端架设计宽度达2000mm以上,保证机器在加减速过程中的切割持续稳定。
7、等离子坡口切割机端架采用经典弹簧结构,可调整驱动架底部齿轮齿条对导轨的压紧程度,保证整机在运动中保持稳定的导向。
8、采用6轴EtherCAT总线控制(X+Y1+Y2+A+B+Z),6套进口EtherCAT总线伺服驱动系统,精密行星减速器和精密齿轮齿条配合传动。
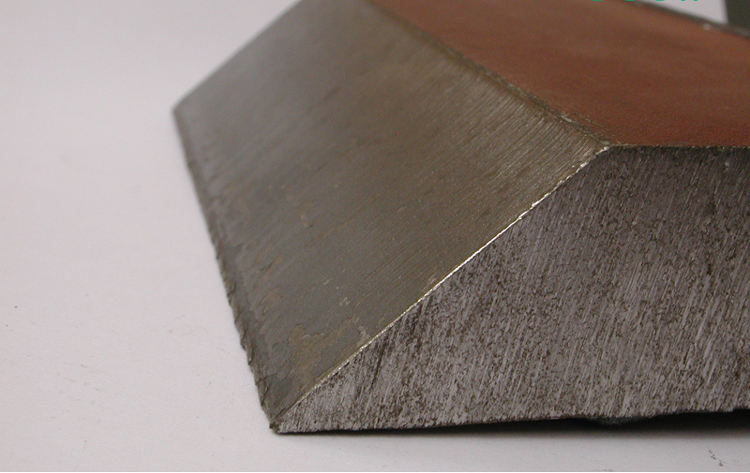
9、等离子坡口切割机搭载双偏摆割头装置,可对V、Y、I型曲线或直线坡口进行0-45度的坡口切割。
二、升级款等离子坡口机技术参数
跨距:3000mm-12000mm或更大;
驱动方式:双边驱动;
运行速度:12000m/min或更大;
轨 长:4000-12000mm或更大;
X行程:轨距减-800-1000mm;
Y行程:纵向轨长减-2500mm-3000mm;
等离子厚度:建议Suggest1.5-50mm;
坡口工艺:V型 I型、Y型直线或曲线坡口;
切割面质量:类激光精细等离子切口呈亮面,光滑,几乎无刮渣,可焊性好;
火焰割炬:可选N组数控火焰(带自动点火),直条割枪,进口割枪;
等离子割炬:可选N组数控类激光等离子割炬(带弧压调高)、激光定位;
可选工艺:火焰切割、类激光切割、直线坡口切割、曲线坡口切割、钻孔&切割。抽风除尘、水下/水面,EtherCAT工业智能联网(支持远程传输服务);
套料软件:澳大利亚FASTCAM等;
等离子电源:美国海宝、美国飞马特、德国凯尔贝、意大利圣宝莱;萨福。
参考标准:ISO9013-2002及ISO8206-1991(等同于技术文件);
三、升级款等离子坡口机案例参考







MCUT系列数控双偏摆等离子坡口切割机 切割视频(请手动点开播放)

MCUT系列数控双偏摆等离子坡口切割机 切割视频(请手动点开播放)



推荐等离子电源;凯尔贝类激光等离子切割电源 德国制造

凯尔贝类激光等离子SF系列切割电源
SF400 为类激光机用等离子,可以切割各种金属,穿孔厚度 50 mm,配备弧压调高WHC9002,质量切割厚度 70 mm,无熔渣厚度 40 mm,MAX切割厚度 100mm;功率 116KVA;

凯尔贝类激光等离子切割电源SF400左45°视图

凯尔贝类激光等离子切割电源SF400右45°视图
凯尔贝类激光等离子切割电源SF400特点:
高柔性,SF400机用等离子切割电源MAX切割厚度100 mm,适合各种金属的切割;
质量切割范围1.5–70 mm;
MAX穿孔厚度50mm,配备高精密弧压调高THC;
各种环境气候下均可运行良好;
操作简单、服务方便及维修容易;
切割、划线、开槽及打孔,无需换易损件;
可选凯尔贝特有小孔轮廓锋利切割技术 -“孔特”及“孔特高速”技术,订购时固化于该等离子电源之中;
易损件长寿命,源于凯尔贝的第二种气体引弧技术,以及凯尔贝旋转气技术防止喷嘴穿孔损坏;
SF400等离子电源适用性广泛,应用场合包括:金属结构、工程机械、专业下料及工厂车间下料等。
类激光坡口切割技术!
等离子割炬
等离子机用割炬可以快速更换割炬头,割炬自带初始定位探针 ;
凯尔贝割炬等离子气体消耗量低,源于割炬端部的特殊设计,冷却液直达最前端冷却充分,而竞争对手设计不同,需要额外气体协助致冷,因此气体消耗量极大;
切割及划线采用相同的凯尔贝 SF 系列等离子割炬

类激光 SF 系列等离子割炬
SF 系列等离子获得类激光等离子切割质量
优化碳钢的等离子切割技术,产生极佳轮廓外形;
精确的切割技术产生极佳的切割轮廓形状;
高质量切割面与高精度轮廓外形;
垂直切割面垂直度 2º左右;
高重复精度与高尺寸精度;
切割后,无需费时二次处理;
低成本切割之下的高生产效率;
类激光坡口切割效果
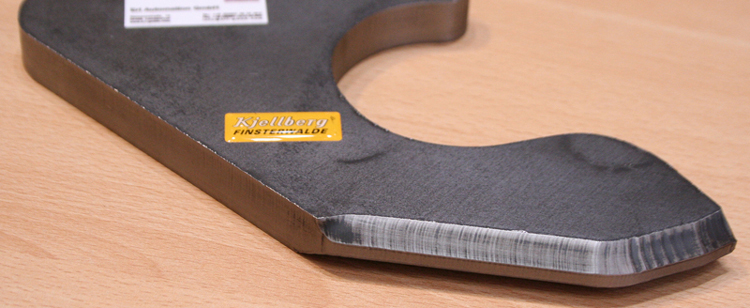
类激光坡口切割效果
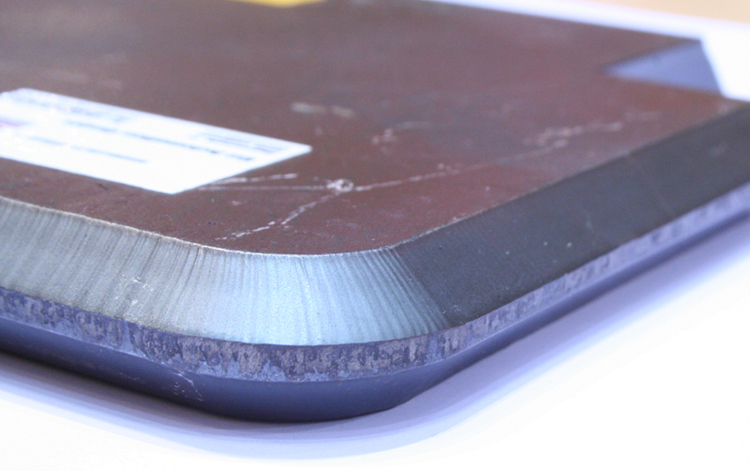
类激光坡口切割效果

类激光坡口切割效果
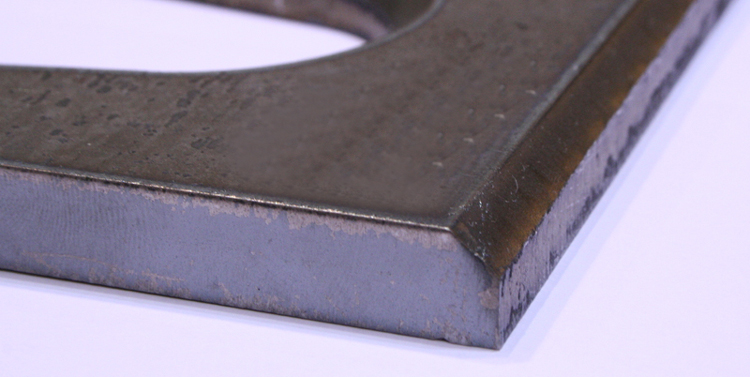
类激光坡口切割效果

类激光切割技术选择
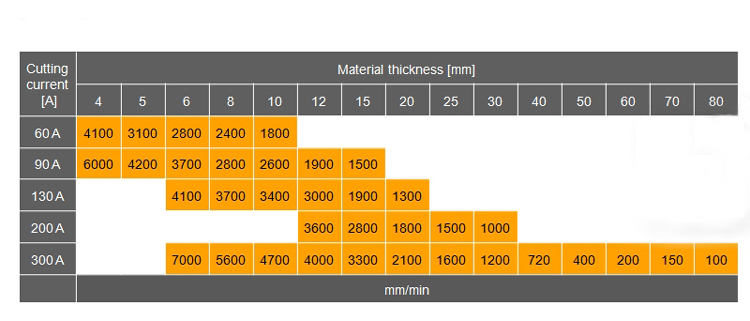
类激光“孔特”技术切割速度参考
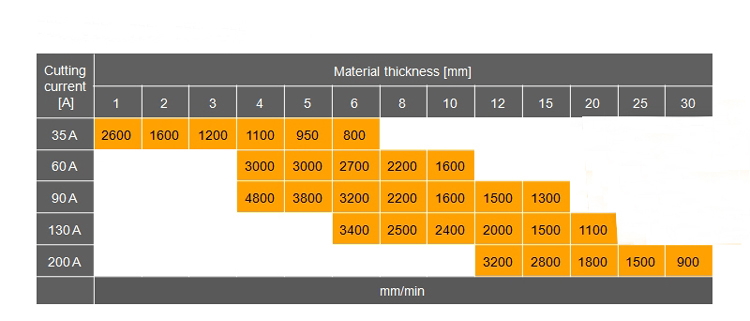
类激光“孔特”高速技术切割速度参考
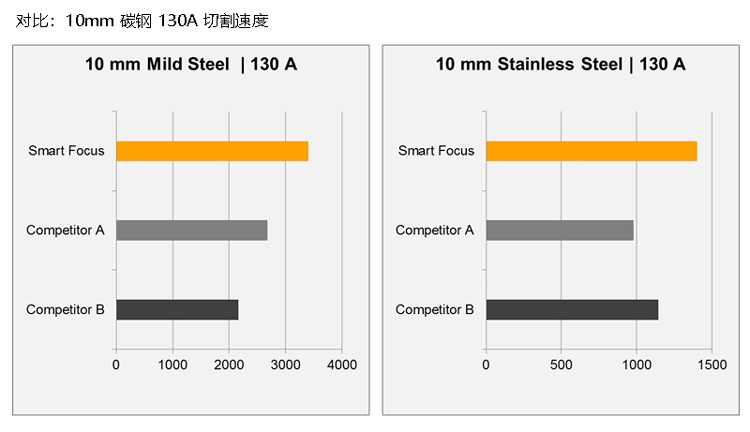
类激光与竞争对手切割速度高20%
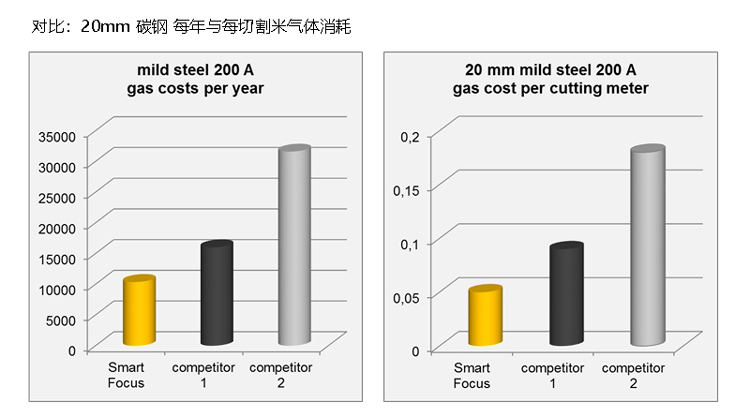
与竞争对手相比,类激光等离子碳钢切割每年节约大量的切割气体
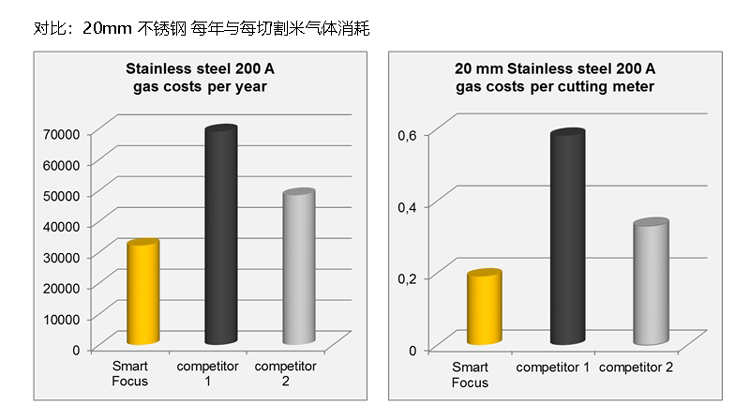
与竞争对手相比,类激光等离子不锈钢切割每年节约大量的切割气体

一、升级款等离子坡口机产品简介
1、传统焊接坡口切割效率低、成本高、环境差、费力耗时。为了满足造船、锅炉、压力容器等行业金属板材焊接坡口切割的需求,企业专门研制了具有代表性的等离子。
2、等离子坡口机由CNC坡口控制系统、编程套料优化软件、不缠绕的坡口等离子切割装置、切割机床等部分组成,可1次实现零件下料和焊接坡口的切割,如45-50度I、V、X、Y形曲线定坡口、变坡口的一次成型切割,又可减少或避免坡口的二次加工,将板件下料、开坡口两道工序合二为一,节省一倍时间。等离子坡口机其核心技术为带双偏摆转结构的坡口切割组成,切割头精度较高。
3、双偏摆数控等离子坡口切割机搭载具有代表性的精细等离子电源,切割速度是普通火焰切割机的3-5倍,和传统坡口加工方式相比,省去中间工序转换所需要的 板件吊运时间,初步估计,比传统切割方式节省10倍以上时间。该设备同时还可对等离子切割角度进行补偿。该机型自动化程度高,能降低人工切割劳动强度,减少污染、粉尘和手工打磨坡口对工人身心造成的伤害,提高切割生产效率,同时能保证板材坡口切割的质量。
4、重型横梁结构采用8mm厚板材加筋焊接,经热处理消除应力,刚性好,不变形,精度高,惯量小。
5、正面采用22mm厚的重型板材进行加固隔热,有效减少切割热量对横梁的影响。
6、采用重型工艺结构设计,横梁截面设计宽度达到1000mm以上,纵向端架设计宽度达2000mm以上,保证机器在加减速过程中的切割持续稳定。
7、等离子坡口切割机端架采用经典弹簧结构,可调整驱动架底部齿轮齿条对导轨的压紧程度,保证整机在运动中保持稳定的导向。
8、采用6轴EtherCAT总线控制(X+Y1+Y2+A+B+Z),6套进口EtherCAT总线伺服驱动系统,精密行星减速器和精密齿轮齿条配合传动。
9、等离子坡口切割机搭载双偏摆割头装置,可对V、Y、I型曲线或直线坡口进行0-45度的坡口切割。
二、升级款等离子坡口机技术参数
跨距:3000mm-12000mm或更大;
驱动方式:双边驱动;
运行速度:12000m/min或更大;
轨 长:4000-12000mm或更大;
X行程:轨距减-800-1000mm;
Y行程:纵向轨长减-2500mm-3000mm;
等离子厚度:建议Suggest1.5-50mm;
坡口工艺:V型 I型、Y型直线或曲线坡口;
切割面质量:类激光精细等离子切口呈亮面,光滑,几乎无刮渣,可焊性好;
火焰割炬:可选N组数控火焰(带自动点火),直条割枪,进口割枪;
等离子割炬:可选N组数控类激光等离子割炬(带弧压调高)、激光定位;
可选工艺:火焰切割、类激光切割、直线坡口切割、曲线坡口切割、钻孔&切割。抽风除尘、水下/水面,EtherCAT工业智能联网(支持远程传输服务);
套料软件:澳大利亚FASTCAM等;
等离子电源:美国海宝、美国飞马特、德国凯尔贝、意大利圣宝莱;萨福。
参考标准:ISO9013-2002及ISO8206-1991(等同于技术文件);
三、升级款等离子坡口机案例参考
MCUT系列数控双偏摆等离子坡口切割机 切割视频(请手动点开播放)
MCUT系列数控双偏摆等离子坡口切割机 切割视频(请手动点开播放)
推荐等离子电源;凯尔贝类激光等离子切割电源 德国制造
凯尔贝类激光等离子SF系列切割电源
SF400 为类激光机用等离子,可以切割各种金属,穿孔厚度 50 mm,配备弧压调高WHC9002,质量切割厚度 70 mm,无熔渣厚度 40 mm,MAX切割厚度 100mm;功率 116KVA;
凯尔贝类激光等离子切割电源SF400左45°视图
凯尔贝类激光等离子切割电源SF400右45°视图
凯尔贝类激光等离子切割电源SF400特点:
高柔性,SF400机用等离子切割电源MAX切割厚度100 mm,适合各种金属的切割;
质量切割范围1.5–70 mm;
MAX穿孔厚度50mm,配备高精密弧压调高THC;
各种环境气候下均可运行良好;
操作简单、服务方便及维修容易;
切割、划线、开槽及打孔,无需换易损件;
可选凯尔贝特有小孔轮廓锋利切割技术 -“孔特”及“孔特高速”技术,订购时固化于该等离子电源之中;
易损件长寿命,源于凯尔贝的第二种气体引弧技术,以及凯尔贝旋转气技术防止喷嘴穿孔损坏;
SF400等离子电源适用性广泛,应用场合包括:金属结构、工程机械、专业下料及工厂车间下料等。
类激光坡口切割技术!
等离子割炬
等离子机用割炬可以快速更换割炬头,割炬自带初始定位探针 ;
凯尔贝割炬等离子气体消耗量低,源于割炬端部的特殊设计,冷却液直达最前端冷却充分,而竞争对手设计不同,需要额外气体协助致冷,因此气体消耗量极大;
切割及划线采用相同的凯尔贝 SF 系列等离子割炬
类激光 SF 系列等离子割炬
SF 系列等离子获得类激光等离子切割质量
优化碳钢的等离子切割技术,产生极佳轮廓外形;
精确的切割技术产生极佳的切割轮廓形状;
高质量切割面与高精度轮廓外形;
垂直切割面垂直度 2º左右;
高重复精度与高尺寸精度;
切割后,无需费时二次处理;
低成本切割之下的高生产效率;
类激光坡口切割效果
类激光坡口切割效果
类激光坡口切割效果
类激光坡口切割效果
类激光坡口切割效果
类激光切割技术选择
类激光“孔特”技术切割速度参考
类激光“孔特”高速技术切割速度参考
类激光与竞争对手切割速度高20%
与竞争对手相比,类激光等离子碳钢切割每年节约大量的切割气体
与竞争对手相比,类激光等离子不锈钢切割每年节约大量的切割气体





